



 扫一扫
扫一扫
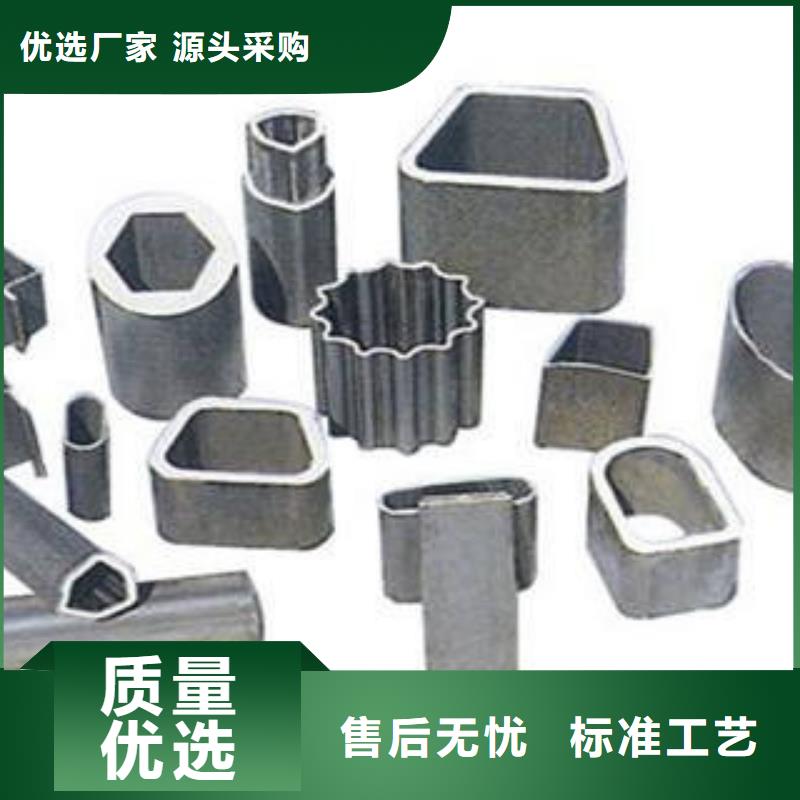
异型管精密无缝钢管全品类现货")
异型管使用氧气顶吹转炉的优势
氧气顶吹转炉炼钢与其它异型管炼钢方法相比,具有一定的优越性。其优势主要表现在以下:
(一)成本低
建氧气顶吹转炉所需的基本建设的单位投资,比同规模的平炉节约30%左右。另外投产后的管理费用,转炉比平炉要节省,而且随着转炉煤气回收技术的广泛推广和应用,利用转炉余热锅炉产生蒸气及转炉煤气发电,使转炉逐步走向负能炼钢。
(二)质量好
氧气顶吹转炉所冶炼的异型管钢种不但包括全部平炉钢,而且还包括相当大的一部分电弧炉钢。其质量与平炉钢基本相同甚至更优,氧气顶吹转炉钢的深冲性能和延展性好,适宜轧制板、管、丝、带等钢材。
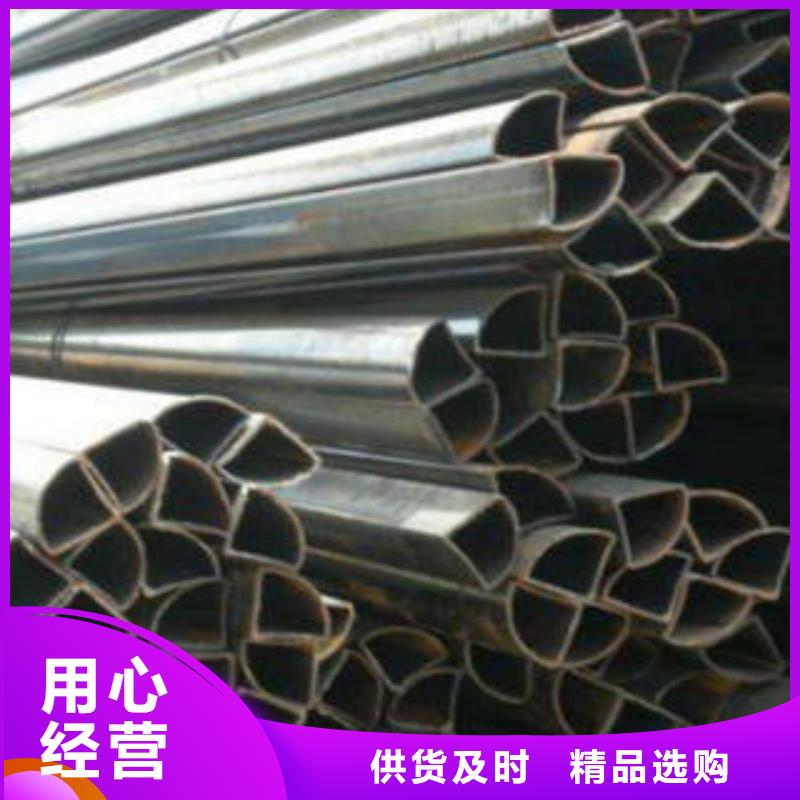
异型管精密无缝钢管全品类现货")
异型管精密无缝钢管全品类现货")
工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
可焊材质种类范围大,亦可相互接合各种异质材料;
易于以自动化进行高速焊接,亦可以数位或电脑控制;
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件;
可焊接不同物性(如不同电阻)的两种金属;
不需真空,亦不需做X射线防护;
若以穿孔式焊接,焊道深一宽比可达10:1;
可以切换装置将激光束传送至多个工作站
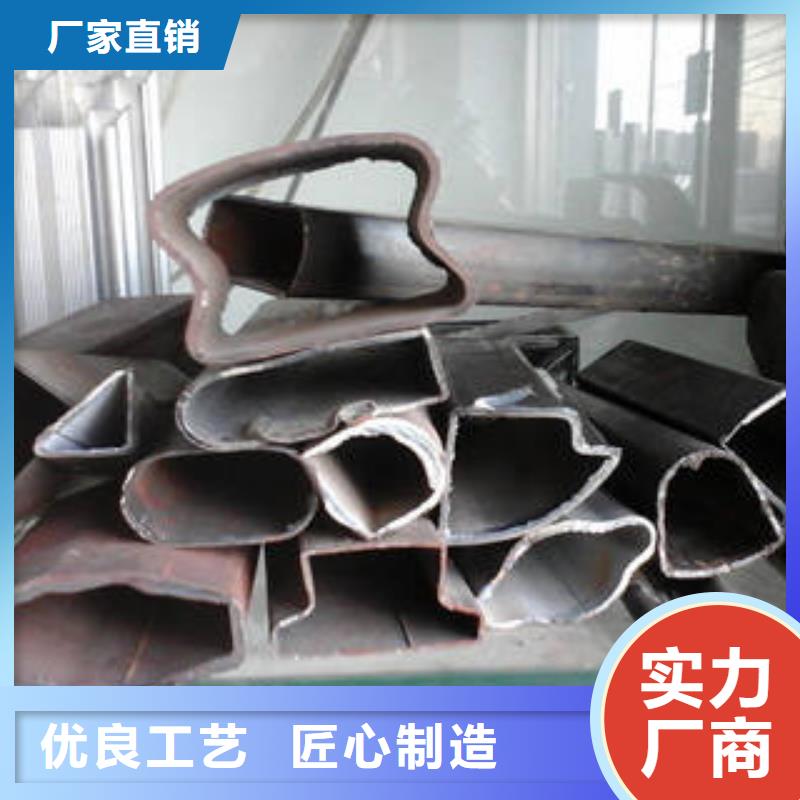
异型管精密无缝钢管全品类现货")
异型管精密无缝钢管全品类现货")
异型管精密无缝钢管全品类现货")
经过多年的不懈努力,浩融金属制品厂有限公司拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 圆钢技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 圆钢在各个领域的整体解决方案;
异型管精密无缝钢管全品类现货")
异型管精密无缝钢管全品类现货")
表面质量检验主要是对材料、外观、形状、表面缺陷的检验。异型管表面缺陷产生的原因主要上由于生产、运输、装卸、保管等操作不当造成的。各种表面缺陷是否允许存在,或者允许存在程度,在的关标准中均的明确规定。常见的异型管表面缺陷主要有以下: (一)弯曲度:弯曲就是轧制材料在长度或宽度方向不平直、呈曲线形状的总称。如果把它们的不平程度用数字表示出来,就叫弯曲度;
(二)镰刀弯:指金属板,带及接近矩形截面的形材沿长度(窄面一侧)的弯曲,一面呈凹入曲线,另一面对面呈凸出曲线,称为镰刀弯,以凹入高度表示;
(三)表面裂纹:主要是指异型管表层的裂纹;
(四)括伤:指材料表面呈直线或弧形沟痕通常可以看到沟底;
异型管精密无缝钢管全品类现货")
异型管精密无缝钢管全品类现货")
异型管精密无缝钢管全品类现货")
热处理残余力是指管材经热处理后最终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和消除。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。
异型管精密无缝钢管全品类现货")
技术支持:cnwbgg.com